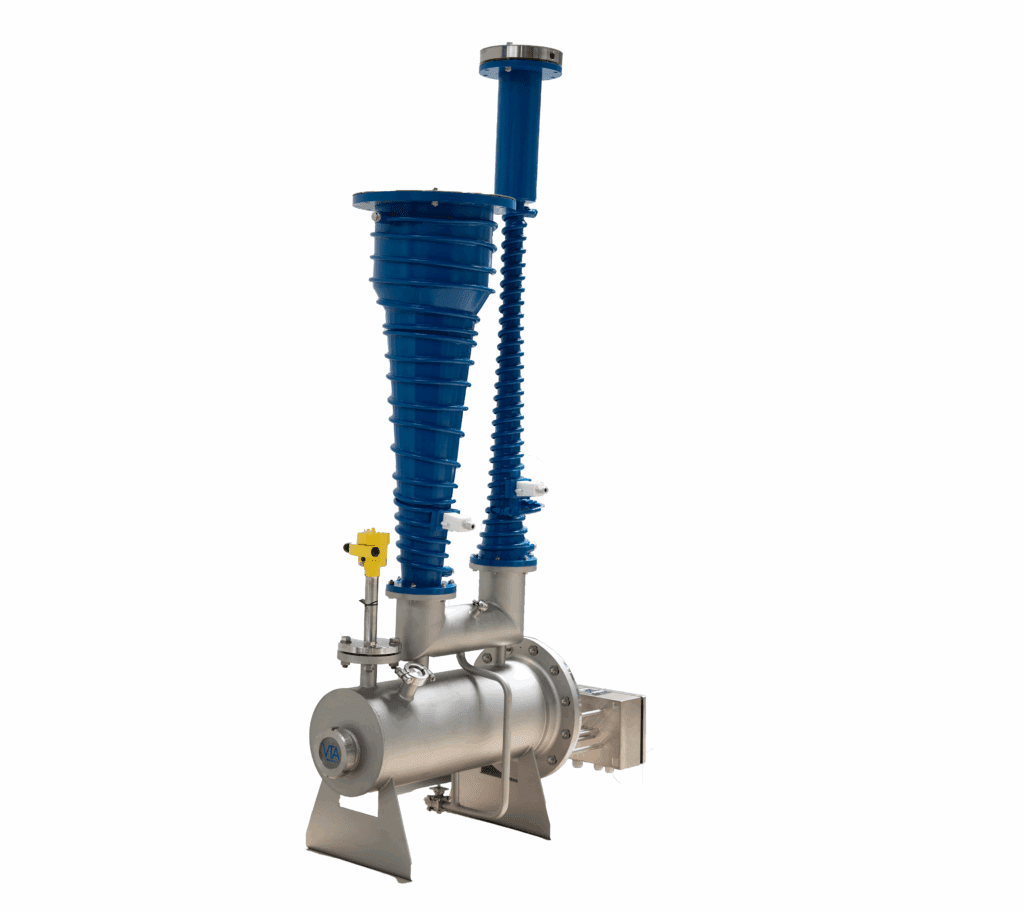
Vacuum booster pump for thermal separation processes | Photo: VTA
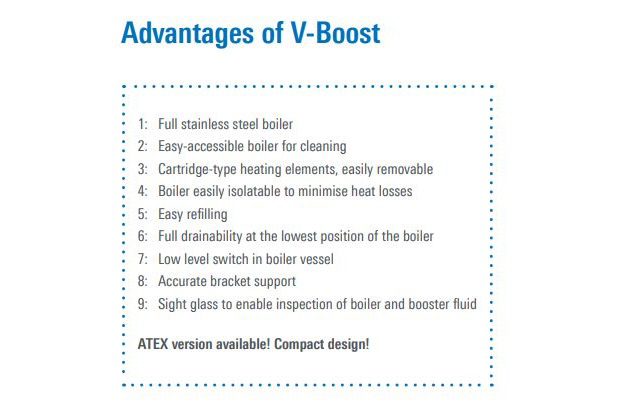
Advantages of the V-boost | Photo: VTA
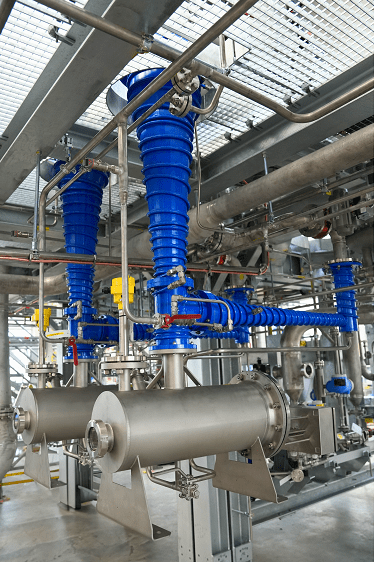
Perfect integration in exising installations | Photo: VTA
VTA Vacuum booster pump | Photo: VTA
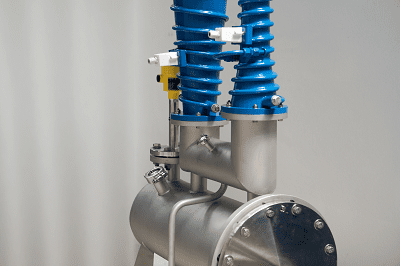
The V-Boost pump has a sight glass | Photo: VTA
The game-changing V-Boost vacuum pump from VTA
VTA have has unveiled its latest innovation, the V-Boost vacuum pump, designed to meet the demanding needs of the process industry. This state-of-the-art diffusion booster pump offers a high suction capacity and exceptional throughput, even at notably low operating pressures, ensuring rapid pump-down times and significantly improved efficiency, ensuring stable operation, the ideal choice for distillation systems.
Here’s why it stands out:
Optimized for high-vacuum operation
Lower ultimate pressure: Achieves vacuum levels as low as 2,0 x 10-5 mbara, which is crucial for sensitive short-path and thin-film distillation processes used in VTA systems.
High suction capacity: With a nominal pumping speed of 15,000 m³/h, it ensures rapid removal of vapour and non-condensable gases, reducing distillation times and improving efficiency.
Increased product yield & purity
Minimizes thermal degradation: Lower operating pressures reduce boiling temperatures, preventing heat-sensitive compounds from breaking down, leading to higher-purity distillates.
Stable process conditions: Maintains consistent vacuum levels, reducing pressure fluctuations that could negatively affect separation efficiency.
Energy efficiency & cost savings
Reduced power consumption: Uses removable cartridge heaters that efficiently transfer heat, minimizing energy loss.
Thermal insulation & efficient cooling: Boiler isolation minimizes heat loss, while the low cooling water requirement (500 l/h) ensures lower operating costs.
Robust & easy maintenance
Durable stainless-steel construction: Corrosion-resistant and designed for long-term industrial use.
Easy cleaning & fluid replacement: Features a sight glass, low-level switch, and fully drainable design to simplify maintenance and minimize downtime.
Conclusion
The V-Boost Vacuum Pump enhances thermal separation efficiency, reduces operating costs, and ensures product integrity, all while providing reliable, low-maintenance performance in vacuum-driven applications.
Ready to boost your separation process?
Contact us to learn how the V-Booster can improve efficiency and reliability in your application.
We think in solutions, not in products.
We design, manufacture and deliver sustainable solutions for the processing industry with dedicated portfolios for Fluid Handling, Polymer Handling and Research and Development.
Read more